Стыковая сварка труб
Стыковая сварка труб нагревательным элементом
(в соответствии с DVS 2207, часть1 для PE-HD (ПНД) и часть 11 для PP (ПП))
Описание метода сварки:
 Торцы деталей (трубы, фитинги), которые должны быть соединены, механически обрабатываются торцующим устройством (торцевателем) и подгоняются друг к другу (подготовка). Торцеванием добиваются более плотного плоскостного соприкосновения при сведении деталей. Затем с помощью нагревательного элемента торцы нагреваются до температуры сварки без давления (предварительный нагрев) и соединяются под давлением после удаления нагревательного элемента (сварка). Весь процесс сварки должен быть осуществляться с помощью аппаратов для стыковой сварки труб и приспособлений, конструкция которых соответствует требованиям DVS 2208 части 1.
Торцы деталей (трубы, фитинги), которые должны быть соединены, механически обрабатываются торцующим устройством (торцевателем) и подгоняются друг к другу (подготовка). Торцеванием добиваются более плотного плоскостного соприкосновения при сведении деталей. Затем с помощью нагревательного элемента торцы нагреваются до температуры сварки без давления (предварительный нагрев) и соединяются под давлением после удаления нагревательного элемента (сварка). Весь процесс сварки должен быть осуществляться с помощью аппаратов для стыковой сварки труб и приспособлений, конструкция которых соответствует требованиям DVS 2208 части 1.
Подготовка к сварке
Перед каждым сварочным процессом необходимо проверять температуру нагревательного элемента, так называемого «сварочного зеркала». Это можно делать, например, с помощью быстродействующего термометра для поверхностных измерений. Измерение температуры должно проводиться в пределах области нагревательного элемента, которая соприкасается с торцами свариваемых деталей (труб, фитингов). Чтобы достигнуть теплового баланса, нагревательный элемент должен использоваться не ранее 10 минут после достижения номинальной температуры. Для достижения оптимальной чистоты сварки нагревательный элемент должен протираться чистой, не ворсистой бумагой перед началом каждого сварочного процесса. Антипригарное тефлоновое покрытие сварочного зеркала не должно иметь повреждений (сколов, царапин) в рабочей области. Используемые аппараты для стыковой сварки труб (приспособления) должны обеспечить необходимое давление соединения (или мощность). Это давление может быть указано в описании к аппарату, или определено расчетным или опытным путем. Кроме того, в течение всего процесса сварки трубы медленным движением должны постоянно прижиматься друг к другу под определенным давлением, а это может быть уже плеть сваренных труб, для чего требуется дополнительная мощность сварочной машины. Толщины стенок свариваемых труб должны быть одинаковыми в области сварки. Перед сваркой торцы труб должны обязательно быть очищены!
 Измерением ширины зазора необходимо проверить не параллельность соединяемых торцов деталей. Не параллельность не должна превышать допустимой величины 0,1 толщины стенки трубы, или значения, указанного в таблице. Нельзя касаться сварочной области грязными или жирными руками, иначе потребуется повторная подготовка к сварке. Стружка, которая может оказаться в трубе, должна быть удалена.
Измерением ширины зазора необходимо проверить не параллельность соединяемых торцов деталей. Не параллельность не должна превышать допустимой величины 0,1 толщины стенки трубы, или значения, указанного в таблице. Нельзя касаться сварочной области грязными или жирными руками, иначе потребуется повторная подготовка к сварке. Стружка, которая может оказаться в трубе, должна быть удалена.
Выполнение сварочного процесса
Свариваемые области деталей (труба или фитинг) придвигают вплотную к нагревательному элементу и разогревают до необходимой сварочной температуры под небольшим давлением, затем за регламентированный промежуток времени удаляют сварочное зеркало из области сварки и сводят друг к другу под заданным в таблицах давлением. Температуры нагревательного элемента указаны в следующей таблице. Более высокие температуры из указанного диапазона используются для меньших толщин стенок и более низкие температуры для больших толщин стенок.
| PE (Полиэтилен) | PP (Полипропилен) | PVDF | ECTFE | |
| Температура нагревательного элемента, °С | 200 … 220 | 200 … 220 | 232 … 248 | 275 … 285 |

Параметры сварки
Настоящие рекомендации справедливы для стыковой сварки нагревательным элементом труб и фитингов из PP, PE, PVDF и ECTFE при температуре окружающей среды примерно 20°С и незначительной скорости ветра.

В большинстве случаев сварочное давление [в барах] или сила прижатия [в Ньютонах], которые должны быть установлены определяются из таблиц для сварочных аппаратов стыковой сварки.
Сварка. Предварительный прогрев.
Процесс сварки поверхностей, которые будут соединены, начинают после их торцевания. При этом обе поверхности с помощью подвижной каретки прижимаются к нагревательному элементу, пока плоскости одной и другой поверхности не станут параллельными нагревательному элементу. Это контролируется образованием валика. Выравнивание кареткой закончено, когда высота валика достигла требуемых значений по всей окружности трубы. Высота валика указывает, что соединяющиеся области полностью соприкасаются с нагревательным элементом. Перед сварочным процессом труб большого диаметра (> 630мм) необходимо проверить высоту валика также и внутри трубы, с помощью испытательного шва. Давление при нагреве торцов сохраняется в течение всего процесса прогрева. В течение предварительного нагрева соединяемые поверхности должны соприкасаться с нагревательным элементом при низком, почти нулевом давлении (<0,01 Н/мм2). При этом тепло проникает внутрь соединяемых деталей и разогревает их до сварочной температуры.
Сведение.
") После предварительного нагрева нагревательный элемент должен быть быстро удален от свариваемых поверхностей. Удаление нагревательного элемента должно происходить без повреждения и загрязнения поверхностей. После этого свариваемые поверхности должны быть соединены между собой до полного контакта как можно быстрее, чтобы соединяемые области не остыли и качество сварного шва не ухудшилось. Контакт свариваемых поверхностей должен происходить со скоростью почти нулевой. Требуемое давление соединения должно повышаться, по возможности, по линейному закону. В течение времени охлаждения должно поддерживаться давление соединения. Повышенные механические нагрузки допустимы только после длительного охлаждения. В условиях цеха и незначительных механических нагрузках при снятии зажимов и складировании охладители могут не использоваться, в частности, если трубы толстостенные. Монтаж или дальнейшая обработка может происходить только после полного остывания.
После предварительного нагрева нагревательный элемент должен быть быстро удален от свариваемых поверхностей. Удаление нагревательного элемента должно происходить без повреждения и загрязнения поверхностей. После этого свариваемые поверхности должны быть соединены между собой до полного контакта как можно быстрее, чтобы соединяемые области не остыли и качество сварного шва не ухудшилось. Контакт свариваемых поверхностей должен происходить со скоростью почти нулевой. Требуемое давление соединения должно повышаться, по возможности, по линейному закону. В течение времени охлаждения должно поддерживаться давление соединения. Повышенные механические нагрузки допустимы только после длительного охлаждения. В условиях цеха и незначительных механических нагрузках при снятии зажимов и складировании охладители могут не использоваться, в частности, если трубы толстостенные. Монтаж или дальнейшая обработка может происходить только после полного остывания.
После соединения по всей окружности должен наблюдаться двойной валик. Образование валика дает представление о равномерности сварного шва. Возможные различия в формировании валика могут объясняться различными характеристиками свариваемых материалов. Из опыта со стандартными заготовками, в обозначенной MFR-области допустимо различие в сварочной способности, даже когда это может вести к несимметричным сварочным валикам. Всегда должно выполняться соотношение K> 0.
Испытание давлением.
 Перед испытанием давлением сварное соединение должно полностью остыть, (время остывания, как правило,занимает не менее 1 часа). Испытание давлением должно быть выполнено согласно действующим стандартам (например, DVS 2210 Часть 1, DIN 4279). Подается максимальное испытательное давление 1,5 x PN, и в течение испытательного периода (10 минут минимум) снижения давления не допускается. При этом система трубопровода должна быть защищена против изменений окружающей температуры и УФ-радиации.
Перед испытанием давлением сварное соединение должно полностью остыть, (время остывания, как правило,занимает не менее 1 часа). Испытание давлением должно быть выполнено согласно действующим стандартам (например, DVS 2210 Часть 1, DIN 4279). Подается максимальное испытательное давление 1,5 x PN, и в течение испытательного периода (10 минут минимум) снижения давления не допускается. При этом система трубопровода должна быть защищена против изменений окружающей температуры и УФ-радиации.
Требования к сварочным устройствам, используемым для стыковой сварки нагревательным элементом ( Согласно DVS 2208, часть 1).
Зажимные устройства позиционера.
Чтобы избежать больших местных напряжений и деформации труб, зажимные устройства должны охватывать наружные стенки труб, обеспечивая и поддерживая параллельность свариваемых поверхностей. Они должны точно соответствовать геометрически круглой форме труб. Зажимы не должны изменять положение труб относительно направляющих элементов даже при самых высоких рабочих нагрузках. Для фасонных заготовок и стыков типа сварки буртов под фланец, должны применяться специальные зажимы, которые предотвращают любую деформацию деталей.
Труба, зажатая в подвижной части машины, должна по всей длине быть поддержана и точно отрегулирована легко вращающимися роликами так, чтобы поддерживались рабочие давления, требуемые для сварки. Желательно использовать элементы зажима, регулируемые по высоте, чтобы обеспечить лучшую подгонку деталей.
Направляющие устройства позиционера.
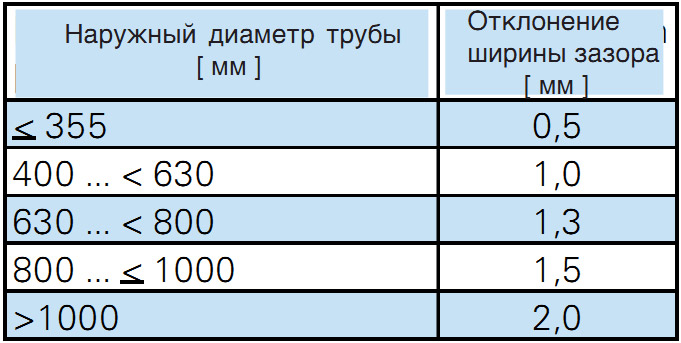
Наряду с зажимами, направляющие устройства должны гарантировать, что допустимые максимальные величины отклонения ширины зазора (измеренные на холодных соединяемых поверхностях) не будут превышены из-за изгиба или скручивания трубы в соответствующей рабочей области машины при максимальном рабочем давлении и при больших диаметрах труб (см. таблицу допустимых зазоров). Ширина зазора измеряется при помощи калибров, вставляемых в зазор в точке напротив направляющего устройства, при этом соединяемые трубы прижаты друг к другу. Скользящие поверхности направляющих устройств должны быть защищены от коррозии, например, посредством твердой хромовой металлизации.
Нагревательный элемент (сварочное зеркало).
 Нагревательный элемент должен быть плоско-параллелен в рабочей области. Допустимые отклонения от плоско-параллельности (измеренной при комнатной температуре, после, по крайней мере, однократного нагревания элемента до максимальной рабочей температуры):
Нагревательный элемент должен быть плоско-параллелен в рабочей области. Допустимые отклонения от плоско-параллельности (измеренной при комнатной температуре, после, по крайней мере, однократного нагревания элемента до максимальной рабочей температуры):
При работе в заводских условиях нагревательный элемент обычно постоянно смонтирован на сварочной машине. В случае сменных нагревательных элементов должны быть специальные приспособления для их установки (ручки, крючки, петли). Если размер и характеристики нагревательных элементов требуют ручного удаления их от соединяющихся поверхностей, соответствующие приспособления также должны быть. Подводка электропитания должна быть защищена от теплового повреждения в пределах рабочей области нагревательных элементов. Также и рабочая поверхность нагревательного элемента должна быть защищена от повреждения. При хранении нагревательных элементов в период между сварочными процессами необходимо предусмотреть меры их защиты.
Устройства для подготовки сварного соединения (электроторцеватель).
| Диаметр трубы | Отклонение |
| <400 мм | ≤0,5 мм |
| ≥400 мм | ≤1 мм |
Для одновременной обработки плоско-параллельным способом торцов зажатых соединяемых труб должен быть подготовлен соответствующий режущий инструмент. Максимальные допустимые отклонения от плоско-параллельности соединяемых поверхностей указаны в таблице.
Устройства регулирования давления, времени и температуры (гидростанция).
Диапазон давлений машины должен иметь запас в 20 % величины давления, которое необходимо для максимального сварочного диаметра, чтобы компенсировать силы трения (пассивное сопротивление). Давление и температура должно поддерживаться автоматически. Время, как правило, устанавливается вручную. Чтобы обеспечить постоянство параметров сварки, желательно использовать нагревательный элемент с электронным температурным регулятором. При этом дожны обеспечиваться необходимые характеристики производительности и величины параметров в допустимых пределах.
Конструкция аппаратов стыковой сварки и безопасность их использования.
В дополнение к вышеупомянутым требованиям, машины стыковой сварки, используемые для работы в полевых условиях должны иметь облегченную конструкцию. Кроме того, они должны иметь приспособления для транспортировки и опускания в траншею. Если напряжение электропитания больше 42 В, конструкция и эксплуатация машин должна обеспечивать соблюдение установленных местных правил электробезопасности.
Машины, используемые в заводских условиях, должны отвечать следующим требованиям:
- Устойчивая конструкция
- Универсальность основных конструктивных узлов (поворотные или выдвигающиеся вспомогательные инструменты и зажимы)
- Быстродействующие зажимы
- Максимальная степень механизации
- Наличие индикатора (указатель) давления (гидравлическое / сварочное давление) на панели управления
- Возможность размещения инструкций и диаграмм в области обслуживания
- В случае использования больших машин (станков) рекомендуется применение подъемных механизмов с захватами.